


1
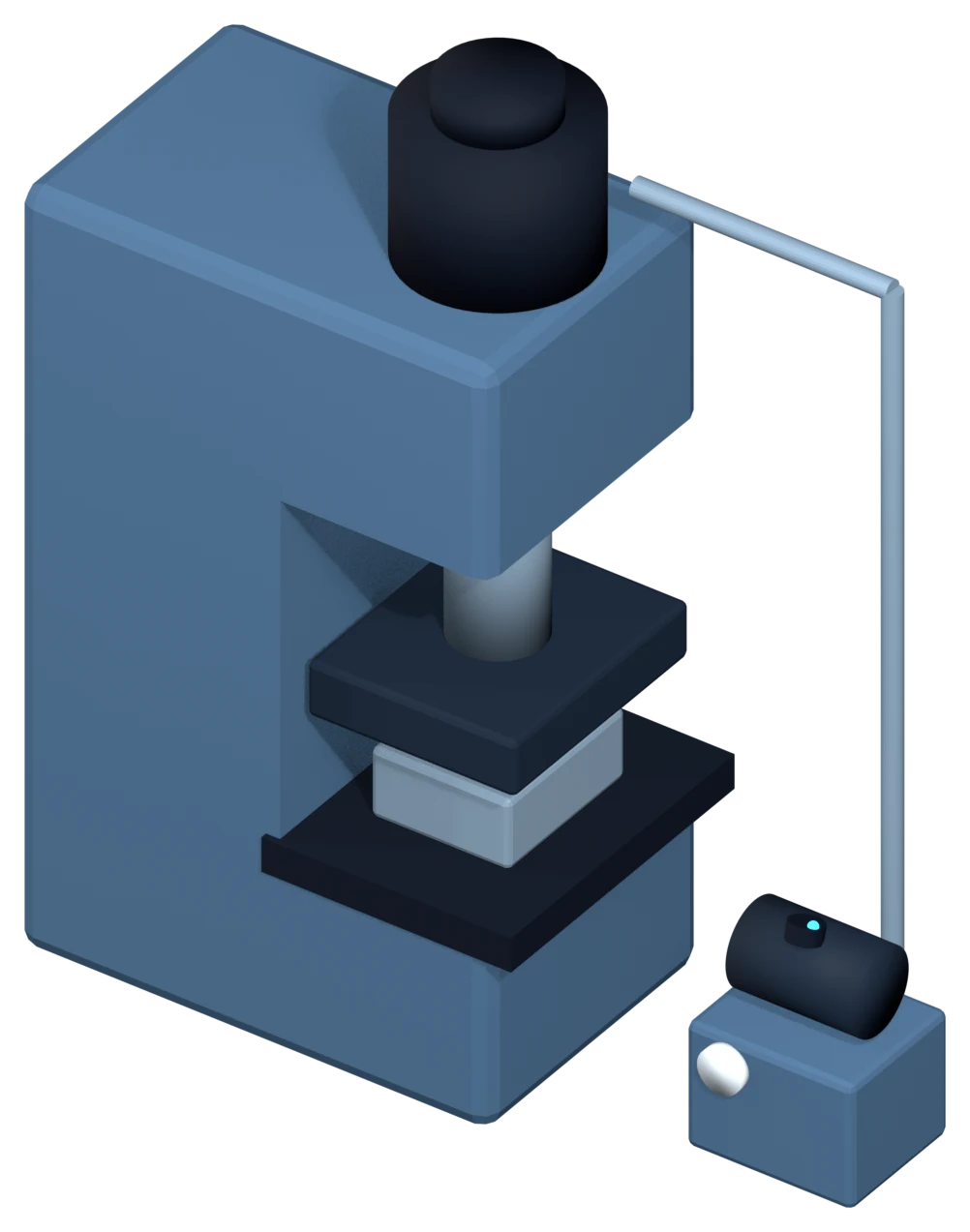
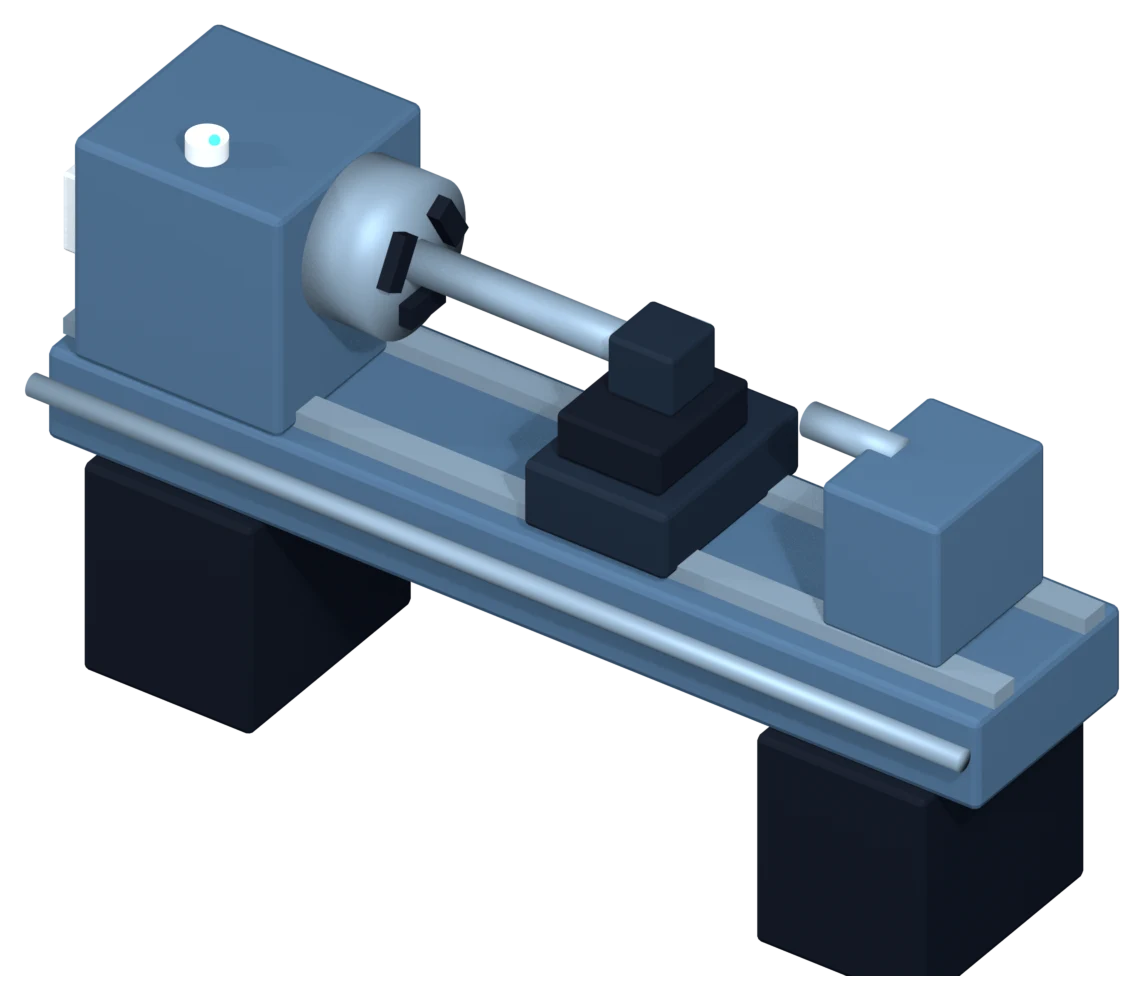
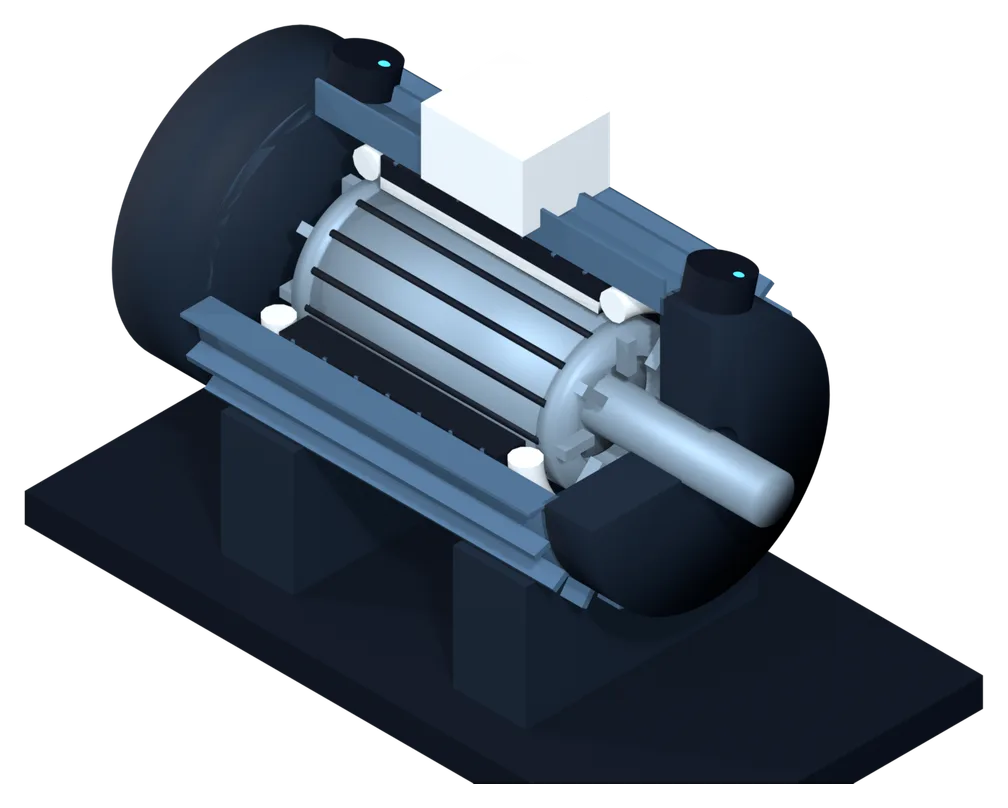
Spindle assemblies and main drives
Equipment
Lathes and milling machines, machining centres, boring, vertical-turning and gantry machines
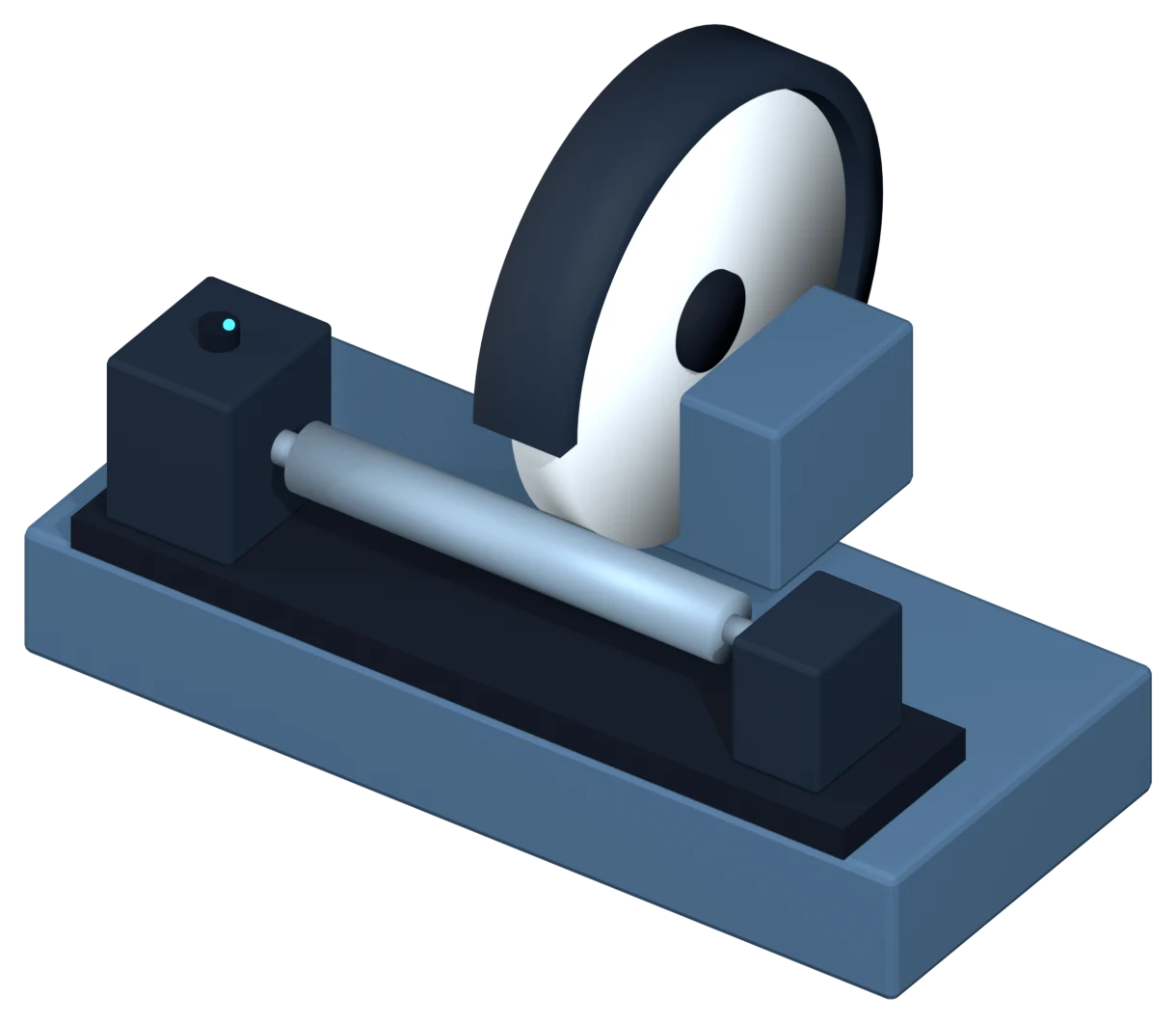
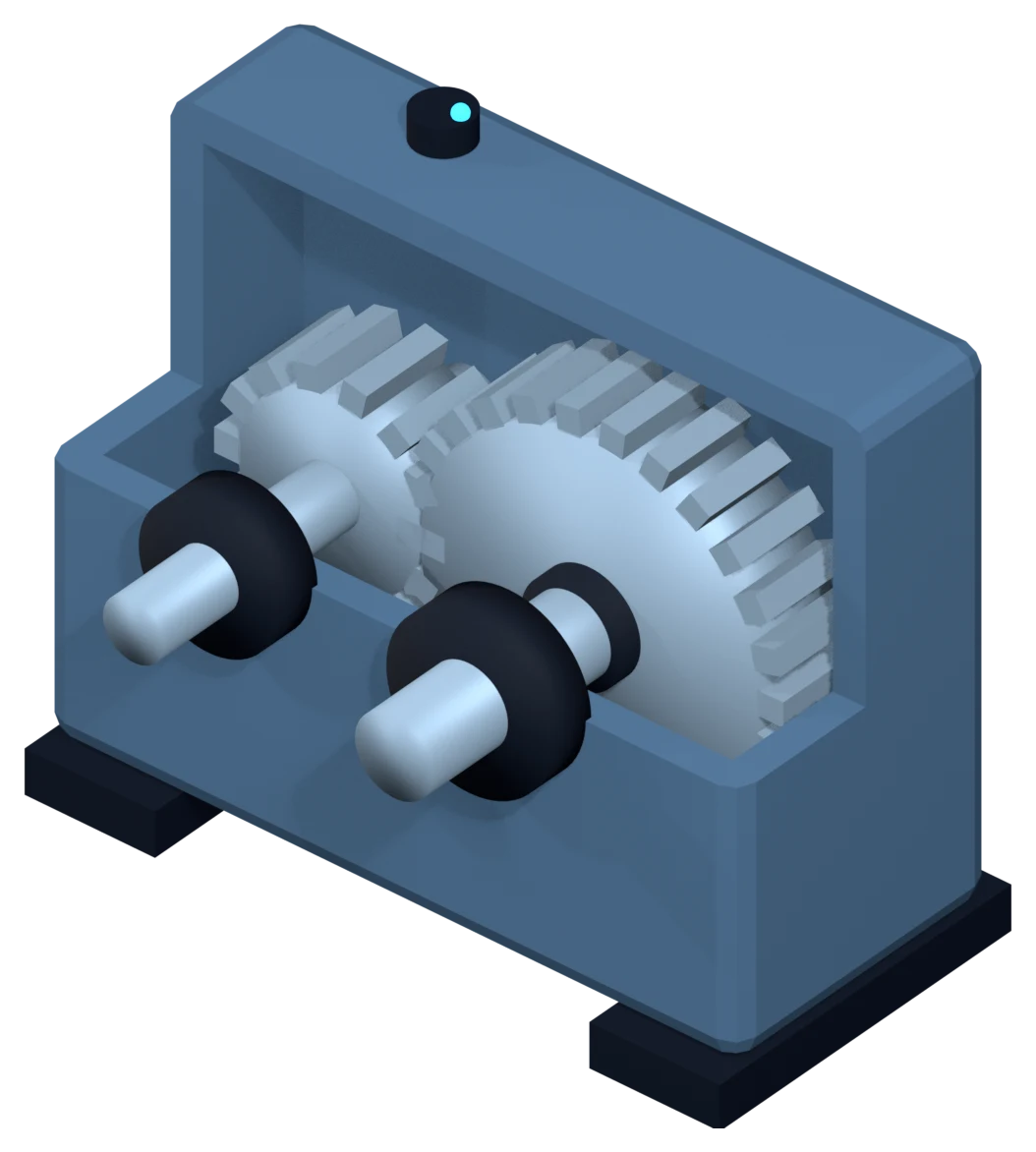
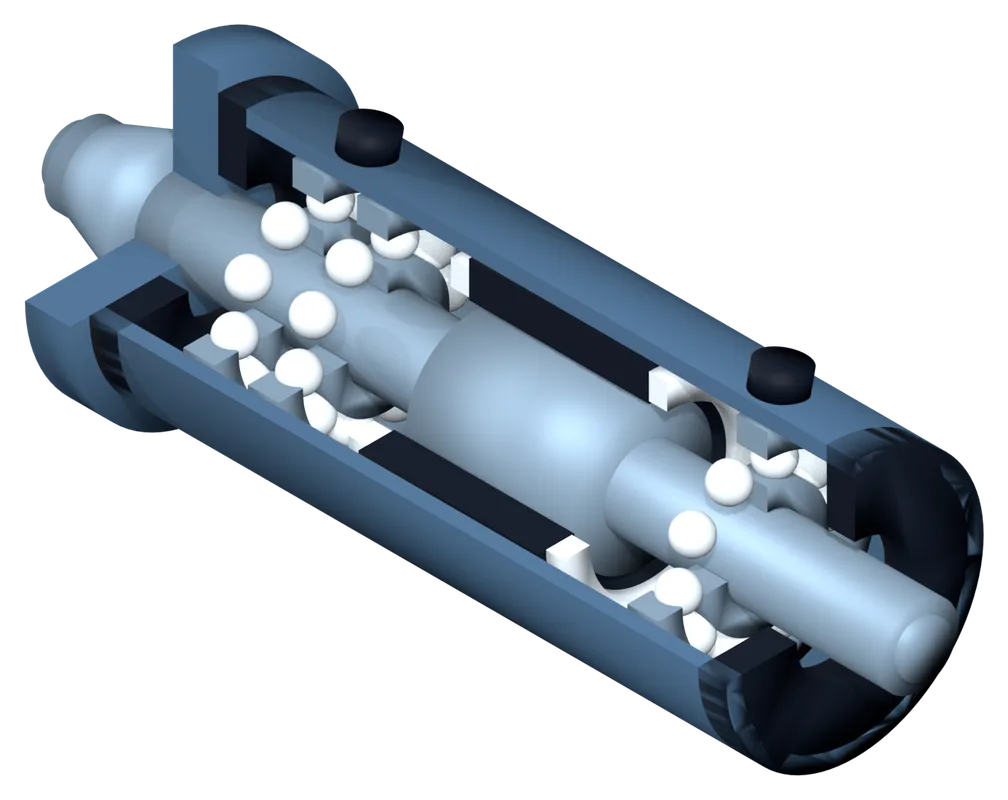
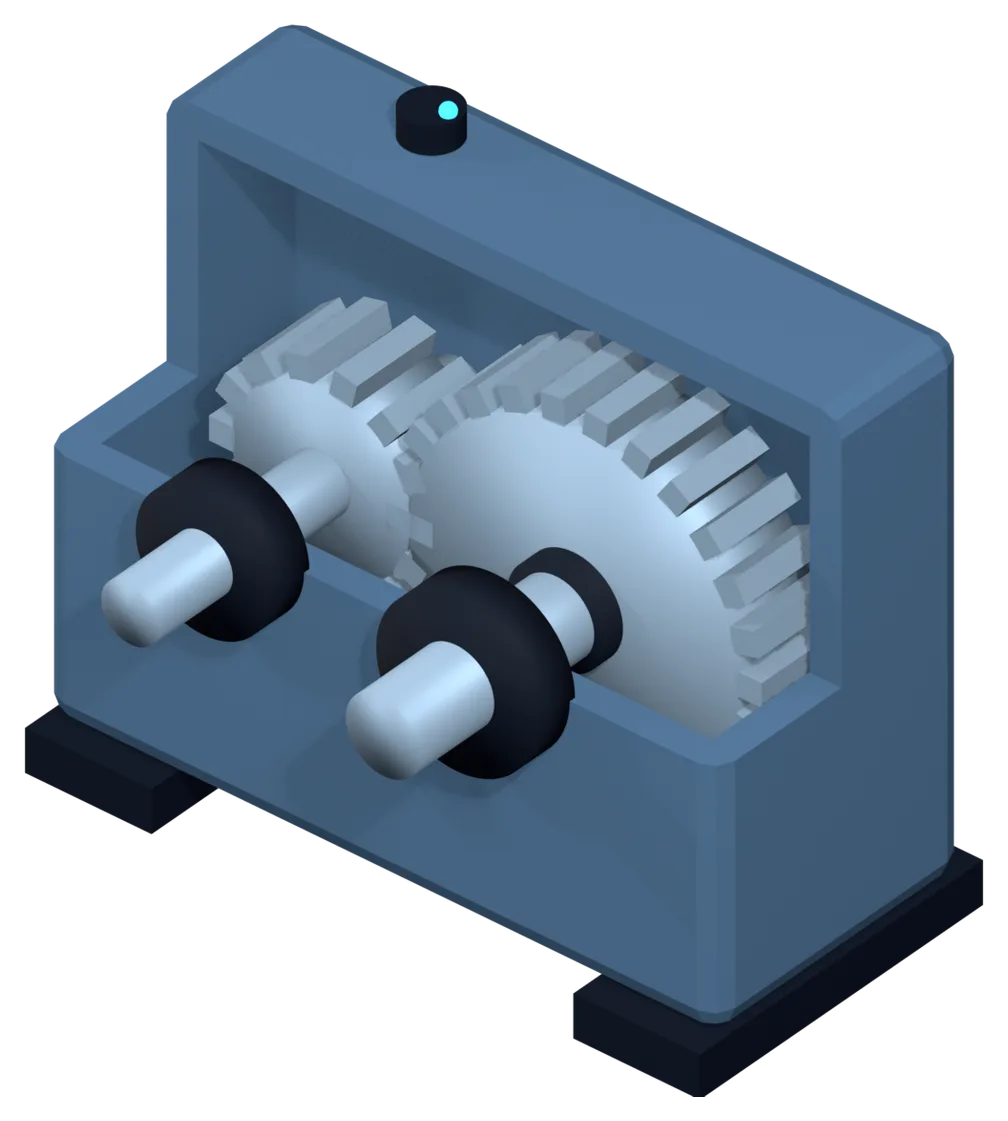
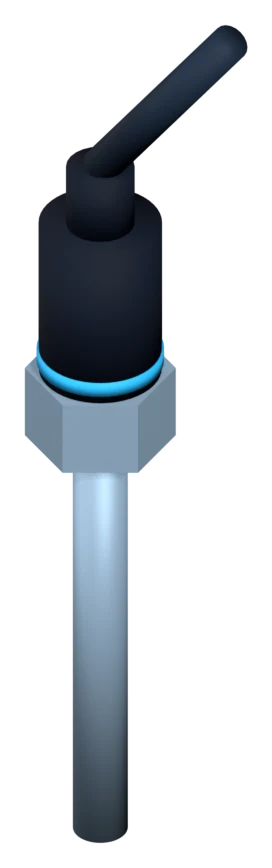
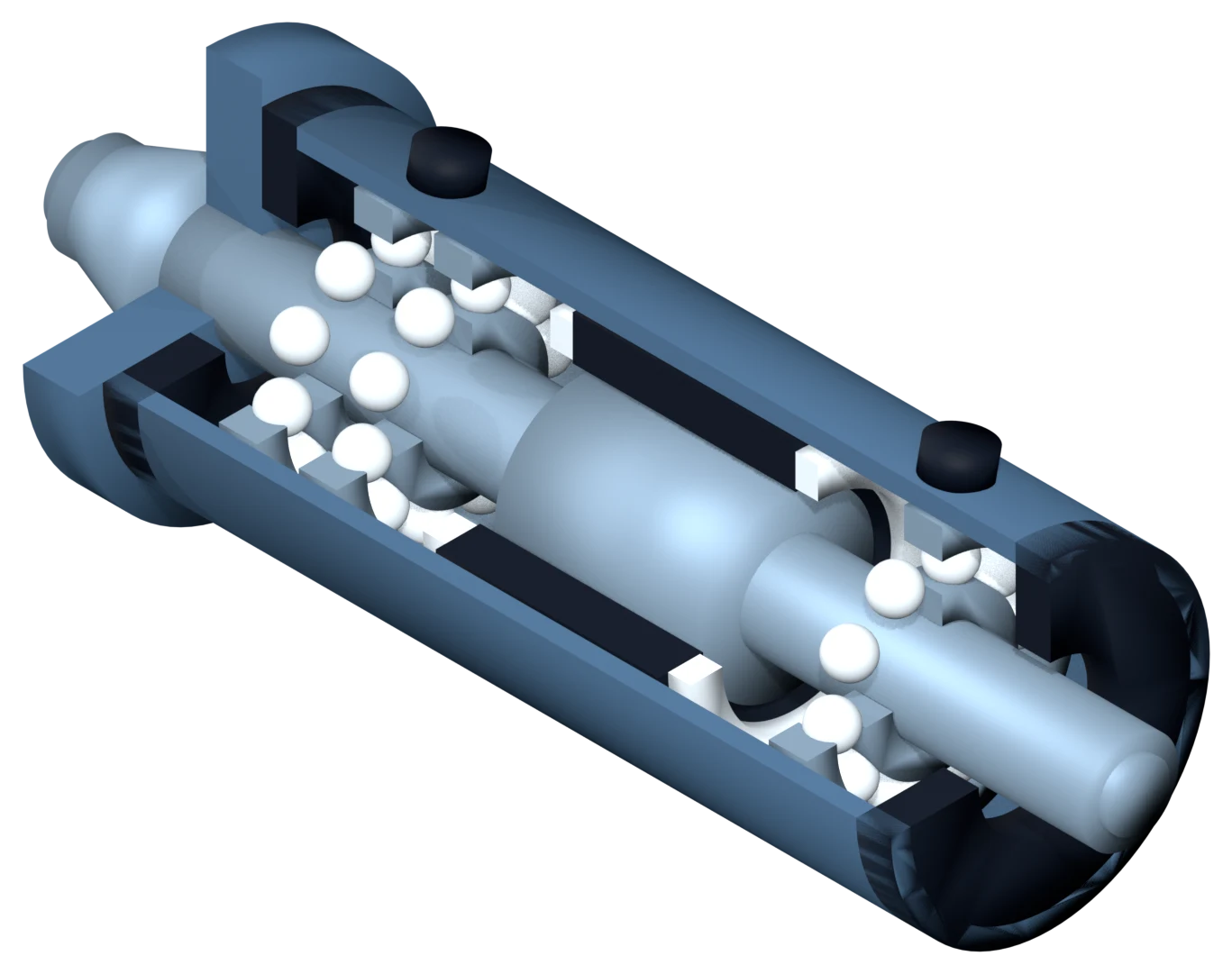
Vibration Spindle support bearings, gearboxes, gear trains — early detection of defects and misalignment.
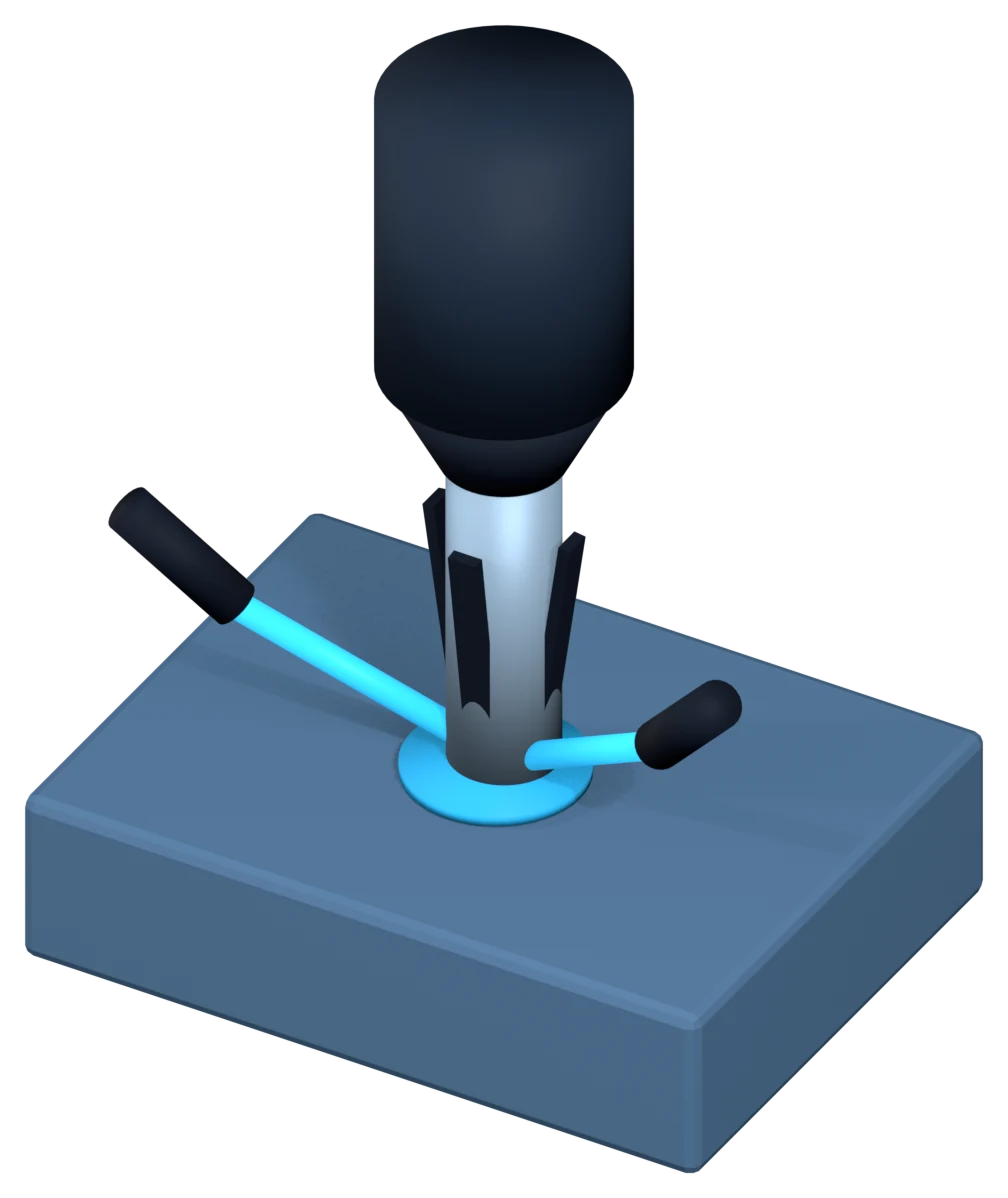
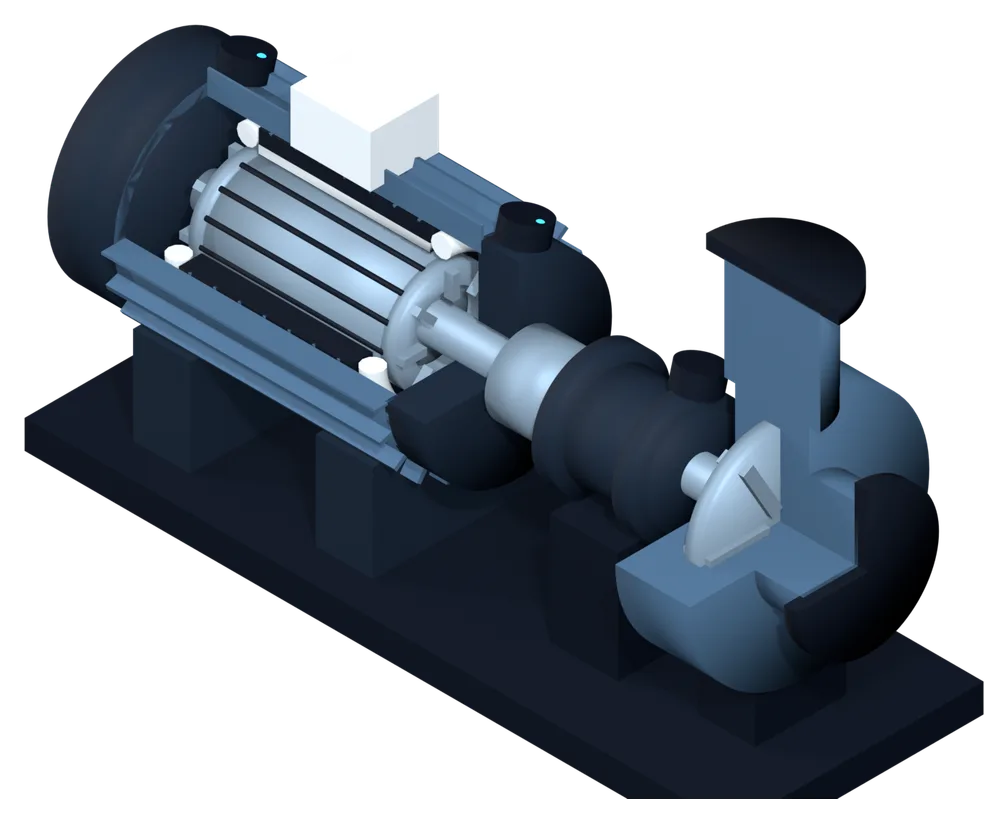
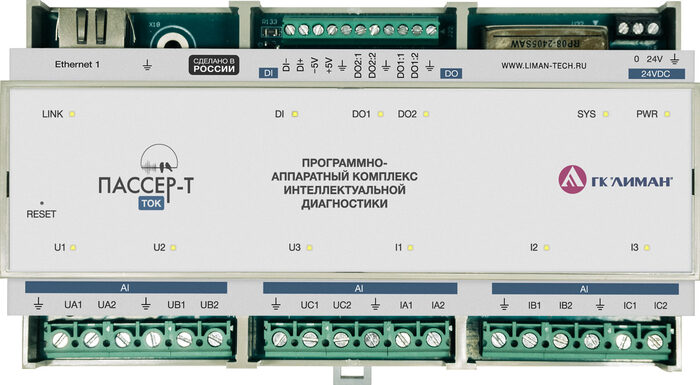
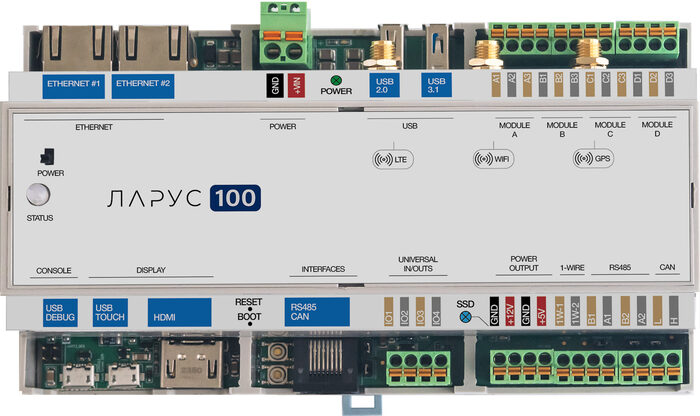
Current Main-motion and feed motors — no sensors on the motor and no intrusion into the electrical cabinet.
Effect: −60–80% spindle unexpected failures, service life ×1.5–2.5.